

М. БАЛЬШИН и Дм. КАТРЕНКО
Еще в XVI веке на золотых приисках Колумбии были обнаружены зернышки неизвестного металла, который блестел, как серебро, и, так же как золото и серебро, не тускнел на воздухе. Видно было по всему, что это новый благородный металл. «Серебрецом» назвали его испанцы. Но когда они решили делать из него разные вещи, обнаружились неожиданные трудности.
Золото, серебро, свинец, железо и другие известные в то время металлы сравнительно легко плавились. Получить из них слиток-монолит было не трудно. Расплавить же новый металл, превратить отдельные его зернышки в слиток-монолит никак не удавалось. «Серебрецо» в самом сильном жару плавильных печей оставалось твердым. Раскаленное добела, оно не ковалось. Непокорное «серебрецо» озадачило металлургов. Все их искусство оказалось бессильным.
Находка доставила испанским королям немало хлопот. Они опасались, что кто-нибудь втайне откроет секрет плавки «серебреца» и начнет подмешивать его к золотым изделиям и монетам. В страхе перед фальшивомонетчиками испанское правительство приказывало бросать, обязательно при свидетелях, в воду весь новый металл, добываемый в Колумбии из золотоносных песков. И королевские чиновники добросовестно топили его в колумбийских реках Кауке и Боготе. Так продолжалось более ста лет.
Слух о непокорном «серебреце» постепенно проник во все страны. Его образцы появились в лабораториях европейских ученых. Но лишь в 1760 году Ватсон установил, что «серебрецо» — это особый элемент, известный нам теперь как платина. А через тридцать четыре года после этого, в 1784 году, Ахард научился сплавлять платину с мышьяком, а затем, выжигая из сплава мышьяк, получать платиновые изделия. Этим способом в Лондоне в 1809 году была сделана первая платиновая реторта для сгущения серной кислоты. В начале прошлого века в Европе научились получать разными способами ковкую платину. Однако эти способы, были сложны, вредны для здоровья рабочих и давали ничтожное количество ковкого металла. Платиновые изделия ценились баснословно дорого.
Гораздо успешнее шли работы русских ученых после того, как в 1819 году платина, названная горными офицерами «белым сибирским металлом», была найдена у нас на Урале. «Покорение» платины связано с именем П. Г. Соболевского.
Сын профессора ботаники Петр Григорьевич Соболевский родился в 1781 году. Учился он в сухопутном шляхетском кадетском корпусе, по окончании которого шесть лет служил в лейб-гренадерском полку. Затем перешел на гражданскую службу, но больше всего его привлекали наука и техника. Перед Отечественной войной 1812 года он самостоятельно устроил особую термолампу, за что был награжден орденом Владимира 4-й степени. С 1817 года и до смерти — 25 лет — Соболевский работал в горном ведомстве.
В 1824 году русские ученые установили, что «сибирский белый металл» по составу одинаков с колумбийской платиной. А через год было добыто на Урале уже 11 пудов 24 фунта 51 золотник 36 долей платины. Вот как точно ее учитывали. Это была неслыханная для того времени годовая добыча платины. В Америке в год в среднем добывалось менее пуда этого металла. В том же, 1825 году, обработав платину мышьяком, обербергмейстер А. Архипов в лаборатории Кушвинского завода на Урале изготовил первые изделия из русской платины — кольцо и чайную ложку, а слесарь того же завода В. Сысоев сделал платиновую чернильницу. Заботясь об освоении уральской платины, высшее горное начальство поручило чиновникам Соединенной лаборатории Департамента горных и соляных дел и Горного кадетского корпуса произвести опыты по обработке платины. Здесь под руководством П. Г. Соболевского и приступили к выполнению этого поручения. Трудясь над «белым сибирским металлом», Соболевский впервые в мире в 1826 году создал порошковую металлургию.
Столетиями люди пользовались металлами, которые легко плавились: железом, свинцом, золотом, серебром. Из них изготовляли инструменты, аппараты, оружие, монеты, машины, посуду и т. п. Веками все привыкли к тому, что прежде чем сделать металлическую вещь, надо металл расплавить в домне или вагранке, а затем уже отлить и отковать из него изделие. Но платину нельзя было расплавить в известных тогда печах. Платину добывали из природных ее сплавов с другими металлами путем сложной химической обработки. При этом чистая платина получалась в виде рыхлого порошка, который не умели использовать.
Заслуга Соболевского перед Россией, перед мировой наукой и техникой и заключается в том, что он первый открыл легкий путь превращения платинового порошка в твердый и ковкий кусок металла.
Приступая к работе по очищению уральской платины, Соболевский изучил все известные в то время заграничные способы обработки этого металла. Он неоднократно повторял опыты Архипова и Сысоева по изготовлению ковкой платины путем сплавления ее с мышьяком. Один из опытов окончился неудачно. Но именно при этой неудаче Соболевский и сделал свое открытие.
Смешав, как полагается, губчатую платину с углем, он нагревал эту смесь в тигле. Через некоторое время из-за какой-то неполадки опыт пришлось прервать. Горячую смесь из порошков платины и угля Соболевский начал растирать пестиком, чтобы очистить тигель. И вдруг он заметил, что зернышки платины слипаются друг с другом. Он стал давить пестикам сильнее. Весь порошок платины слипся в один комочек, Надавливая пестиком, Соболевский разминал его, как глину. Исследователь заволновался. Он понял, что стоит на пороге важного открытия.
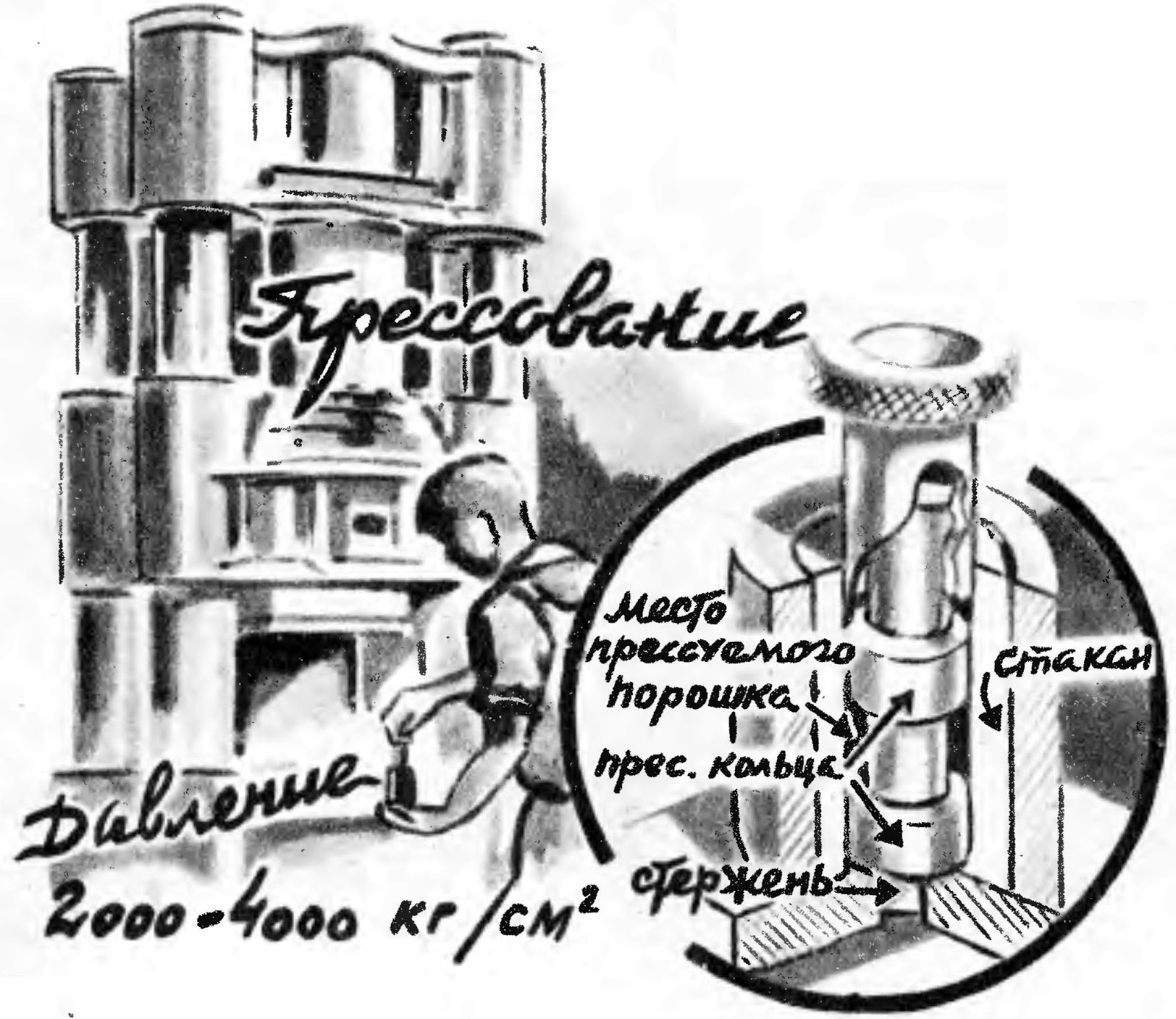
Сам Соболевский так описал это событие: «Опыт, произведенный согласно сему наблюдению, оправдал ожидания наши и представил нам самый простой и надежный способ обращения очищенной платины в ковкое состояние. Способ сей заключается в следующем: очищенную платину в губчатом виде набиваем мы холодную весьма плотно в толстую железную кольцеобразную форму произвольной величины, сдавливаем ее сильным натиском винтового пресса и, вынув из формы, получаем плотный кружок, имеющий металлический блеск. В сем состоянии платиновый кружок не имеет еще ковкости, и сила сцепления частиц платины между собою не противостоит в нем сильным ударам; оный ломается и крошится. Для обращения таковых кружков в ковкую платину надлежит только нагреть до белого раскаления и при сей степени жара подвергнуть давлению того же пресса. От одного удара кружок платины вовсе изменяет свой вид; зернистое сложение его становится плотным, и оный делается совершенно ковким. Кружки проковываются в полоски или прутики желаемого вида обыкновенным образом».
Восторженно отозвался о работах Соболевского Николай Прокофьевич Щеглов — первый профессор физики С.Петербургского университета.
Оценивая заслуги Соболевского перед Россией, министр финансов граф Е. Ф. Канкрин в 1829 году подал записку государю:
«Обработка платины долгое время почти исключительно принадлежала Франции. Сперва искусство очищения сего металла в большом виде оставалось неизвестным. Наконец в конце І820 года обербергпробирер Соединенной лаборатории Департамента горных и соляных дел и Горного кадетского корпуса, обербергмейстер Соболевский изобрел весьма простой, легкий и удобный способ обработки платины, посредством которого с 12 мая 1826 года по 1 ноября сего года очищено и обращено в ковкое состояние до 97 пудов сырой платины».
За эти важные заслуги Соболевскому было утверждено вознаграждение в 2590 рублей в год, «доколе на службе пребывает». В 1830 году Российская академия наук избрала его своим членом корреспондентом. Любопытно отметить, что одновременно с Соболевским были избраны членами корреспондентами известные ученые Клапейрон и Либих. При голосовании Соболевский получил 16 голосов, Клапейрон —14, а Либих только 8.
Но порошковая металлургия, созданная в начале XIX века у нас Соболевским, а за границей — Волластоном, Бреаном и другими при освоении платины, пользовалась особым вниманием ученых в промышленников лишь первые два десятка лет. Потом, к сожалению, она была почти забыта. Интерес к ней вновь возобновился через 80—90 лет в связи с развитием электричества.
Свыше тридцати лет угольная нить накала честно служила в электролампочке, превращая электрическую энергию в световую. Но уголь, поглощая много электроэнергии, давал недостаточно яркий свет. Изобретатели неустанно искали более подходящие материалы для нити накала. Наконец было установлено, что вольфрамовая нить, расходуя электроэнергию в четыре раза меньше, чем угольная, дает значительно более яркий свет. Однако сделать вольфрамовую нить не так-то легко. Если платина плавится при 1755°, то вольфрам — только при 3670°. Из всех металлов он самый тугоплавкий. Надо было искать другой путь для его обработки. Этот путь привел к возрождению порошковой металлургии. К 1910 году разработали способ превращения вольфрамового порошка в монолитные куски, из которых вытягивали тончайшие нити-— 0,2—0,3 мм в диаметре. Вольфрамовый порошок прессуют, затем спекают спрессованные прутки, наконец проковывают и протягивают их в горячем состоянии.

При постройке самолетов, автомобилей, танков и других машин применяются чрезвычайно прочные материалы — легированные стали, то есть «облагороженные» стали, которые, кроме углерода и железа, в своем составе имеют еще добавки вольфрама, молибдена, хрома, титана и других металлов.
Резцами из простой углеродистой стали легированные стали не возьмешь. Такой резец мягче обрабатываемого изделия. Он быстро выходит из строя Им можно резать только со скоростью 5 м в минуту.
Уже давно начались поиски новых сталей для резцов. Еще в 1864 году, прибавив 5,5 процента вольфрама к углеродистой стали, получили более твердый резец из сплава «самокала». Скорость резания возросла до 7,5 м в минуту. В начале XX столетия к углеродистой стали начали прибавлять, кроме вольфрама, хром и марганец. Так появились резцы из быстрореза, более прочные, чем из самокала. Скорость резания достигала уже 18-30 м в минуту.
Прибавление к углеродистой стали кобальта и ванадия, увеличило скорость резания до 36 м в минуту. Таким образом, с 1864 года по 1906 год скорость резания повысили с 5 м до 36 м в минуту.
Казалось, что все возможности повышения твердости резцов уже использованы.

Но техника развивалась. Появлялись новые станки, улучшались легированные стали. Горное бурение требовало замены дорогих резцов из алмаза более дешевыми металлическими.
Здесь-то порошковая металлургия и показала вновь все свои преимущества перед старой металлургией.
С ее помощью техника не только овладела тугоплавкими металлами — платиной, вольфрамом, титаном и другими, но и получила в свое распоряжение металлы-алмазы, то есть твердые сплавы, Химические соединения тугоплавких металлов с углеродом — карбиды — значительно тверже, чем сами тугоплавкие металлы. Твердые сплавы — это и есть сплавы карбидов тугоплавких металлов с низкоплавкими металлами — кобальтом или никелем. Получаются они прессованием смеси порошка карбида тугоплавкого металла с порошком легкоплавкого металла, а затем спеканием в печи этой спрессованной заготовки. Твердый сплав, например победит, готовится из смеси порошков карбида вольфрама и кобальта. Таким образом получаются металлокерамические сплавы, по своей твердости близкие к алмазу — самому твердому веществу в природе. Резцами из твердых сплавов стало возможно резать металлы со скоростью выше 100 метров в минуту.
Резцы, изготовленные из металлических порошков, обладают высокой твердостью, износоустойчивостью, вязкостью, температурной стойкостью, плотностью, теплопроводностью.
Особенно выдающуюся роль сыграли твердые сплавы в холодной обработке металлов. Резцы из металлокерамических твердых сплавов повысили производительность, по сравнению с прежними стальными, резцами, почти в десять раз. При этом качество обработки настолько улучшилось, что заметно сокращается, а иногда становится совершенно излишней шлифовка деталей.
Твердые сплавы широко применяются в нефтяном, геологоразведочном и горнорудном бурении, в угольной промышленности, в металлообработке — резание, штамповка, волочение.
В СССP одной из первых стала применять твердые сплавы с 1923 года нефтяная промышленность.

В настоящее время в СССР выпускаются твердые сплавы всех типов, существующих в Европе и Америке.
Но порошковая металлургия применяется не только при обработке тугоплавких металлов. Интересные результаты получились, когда двадцать лет назад подшипники сделали не литые из баббита или бронзы, как обычно, а по способу порошковой металлургии, то есть спрессованные из смесей порошков железа и графита. Такие подшипники в ряде случаев работают лучше, чем подшипники из цветных металлов. Спрессованные и спеченные железографитовые подшипники менее плотны, чем литые. Они пронизаны тысячами невидимых микроскопических пор, тончайших канальцев. При смазке эти канальцы заполняются маслом; подшипник впитывает в себя масло, как губка впитывает воду. Таким образом, пористый железографитовый подшипник в своем теле имеет как бы тысячи микроскопических масленок. Во время работы из них масло постепенно и равномерно поступает на поверхность подшипника и смазывает ее. В случае, если смазчик зазевается и забудет во-время подлить масла, то пористые подшипники работают некоторое время на самосмазке, получая ее из своих микроскопических маслёнок. Благодаря этому пористый подшипник не выйдет из строя от недостатка смазки.

Железографитовые подшипники потребляют смазочных масел во много раз меньше бронзовых, не нуждаются в устройстве специальных автоматических масленок, валы по ним легче скользят. Прессуют их сразу нужной формы и размера, что делает излишним строгальные токарные работы, очень удорожающие производство обычных подшипников.
Такими же пористыми изготовляют теперь металлические фильтры для масла, бензина, керосина и других жидкостей.
С 1935 года из железных порошков стали делать пористый, как губка, материал, имеющий в своем объеме до 70 процентов пор, то есть пустоты. Он мягкий, как свинец. Из него готовят пломбы, и они сжимаются, как свинцовые. Из пористого железа теперь делают и материал для зачеканивания водопроводных труб. Эти материалы названы сверх мягкими металлами. Это металлы-губки.
Таким образом, мы видим, что развитие порошковой металлургии привело к искусственному получению и сверхтвердых и сверхмягких металлов. Теперь техника в состоянии производить и металлы-алмазы и металлы-губки. Роль порошковой металлургии в современной жизни трудно переоценить. Соболевский, разрабатывая ее основы, не мог предугадать, что будет создано в будущем при помощи порошковой металлургии.

Возможности порошковой металлургии еще далеко не исчерпаны. Новый метод обработки металлов вносит коренные изменения в самые основы металлургической техники и науки. Азбучной истиной, для всех металлургов было положение о том, что сплавлять можно только один металл с другим, Никому в голову не приходило, например, сплавлять медь с графитом. Но порошковая металлургия невозможное сделала возможным. И тот, кто рисковал применять методы порошковой металлургии там, где это считалось диким, непременно имел успех. Так, в течение 1905—1910 годов методы порошковой металлургии с успехом применили при изготовлении медно-графитовых щеток для динамомашин и электромоторов. Из смеси порошков меди и графита прессованием и спеканием сделали щетки, работавшие лучше прежних графитовых. Новые щетки не загрязняют коллектора графитом, меньше изнашиваются, обладают лучшей электро- и теплопроводностью, легче скользят по коллектору. В результате уменьшились размеры токоприемных устройств в динамомашинах. Такие щетки применяются и теперь.
Когда радио из недр научно-исследовательских лабораторий выступило на общественную арену и превратилось в специальную отрасль техники, когда радиовещание стало переходить от длинноволновых передач к коротковолновым, потребовалось изменение устройства индукционных катушек. Дело в том, что для длинноволновых радиопередатчиков сердечники индукционных катушек делались из пучка тонких железных проволок. Коротковолновые же радиопередатчики с такими катушками работают очень плохо из-за того, что слишком велики потери на токи Фуко.
Эти потери можно устранить применением в сердечниках проволоки диаметром в несколько микрон. Изготовлять такую проволоку почти невозможно. Пытались применять индукционные катушки без сердечников, но в этом случае катушки увеличились до гигантских размеров. Понятно, что это, в свою очередь, влекло за собой недопустимое увеличение объема радиоаппаратуры. Но вот в 1919—1921 годах удалось изготовить железные сердечники для высокочастотных радиоустановок путем прессования, их из железного порошка. Гиганты-катушки были заменены катушками-лилипутами. Радиоаппаратура стала миниатюрной. Походные радиостанции стали легкими, портативными. Ясно, как пригодились такие станции Красной Армии во время войны.
Внедрение методов порошковой металлургии сводит почти на нет отходы металла на стружку и окалину.
Наконец, приготовление железного порошка из стружки и окалины, позволило переработать на полезные вещи огромные отходы механических заводов.
Каковы же приемы производства изделий из металлических порошков? Какова технология порошковой металлургии?
Основными технологическими операциями производства являются: получение металлического порошка, подготовка и составление шихты, прессование смеси, спекание спрессованных заготовок, окончательная обработка изделий.
Металлические порошки получаются механическими или химическими, методами. Наиболее распространены следующие способы: восстановление окислов металла; электролиз водных растворов солей; распыление расплавленного металла; измельчение кусочков металла.
Восстановлением обычно получают металлические порошки вольфрама, молибдена и других тугоплавких металлов, а также никеля и кобальта.
Электролизом водных растворов солей получаются главным образом медные порошки и иногда железные. Преимуществом электролиза является высокая чистота получаемых порошков, но стоимость их сравнительно высока.
Распылением расплавленного металла получаются порошки металлов с невысокой температурой плавления — олова, свинца, алюминия. Иногда распыление применяют также и в производстве порошков из меди и железа. Чтобы получить порошок, струю расплавленного металла направляют на быстровращающийся диск, на котором она разбивается на мельчайшие капли.
Механическое измельчение стали, чугуна и других хрупких металлов производится в шаровых мельницах, а ковких — в вихревых мельницах. Вихревая мельница состоит из кожуха, в котором вращаются со скоростью 3000 оборотов в минуту в противоположные стороны два пропеллера. Металлические частицы, сталкиваясь в воздушных вихрях друг с другом, дробятся, измельчаются. В мельницу загружается грубо измельченный металл — обрезки проволоки в 3—5 мм длиной, стружка и т. п. Очень мелкую чистовую стружку в некоторых случаях можно прессовать и без предварительного дробления.
Мы уже указывали, что в принципе возможно изготовлять порошковые изделия из любых материалов, например металла и графита, нередко добавляют в металл шеллак, пластмассы и т. п.
Исходные порошки смешивают в шаровых мельницах или в барабанах. Полученную смесь прессуют в специальных формах. Давление при прессовании колеблется в пределах от 1 до 6 тонн на 1 см///2. Скорость прессования на неавтоматических прессах — 5—10 тысяч изделий в смену, на автоматических — скорость прессования может доходить до 300 штук в минуту, то есть 18 тысяч в час. Спрессованные заготовки спекаются в особых печах, где создается защитная атмосфера для предупреждения окисления металла.
Температура спекания ниже точки плавления основного металла. В некоторых сплавах она равна или больше температуры плавления вспомогательного металла, например кобальта в твердых сплавах. При спекании частицы порошка, механически прижатые плотно друг к другу и слипшиеся при прессовании, крепко свариваются между собой, хотя и не плавятся. Это напоминает производство кирпичей, когда глина скрепляет песчинки. Сырой кирпич без формы не держится, а после спекания — обжига — он уже твердый.
После спекания изделия несколько изменяются в размерах. Изделия, спрессованные из тонких порошков, обычно уменьшаются — дают усадку, а из грубых увеличиваются, дают рост. Для доведения изделий до точных размеров их обычно подвергают так называемой калибровке, обжатию под давлением в специальных прессформах. Для калибровки большей частью применяются кривошипные прессы. Давление калибрования обычно колеблется в размерах 1000—2000 кг/см///2
Спеченные изделия могут подвергаться также горячей и холодной обработке ковкой и протяжкой. Обычно металлокерамические изделия, имея требуемую форму, не нуждаются в обработке резанием. Тем не менее в случае надобности их можно подвергать любому виду механической обработки — обтачиванию, сверлению и т. п.
Пористые подшипники перед эксплоатацией пропитываются маслом.
Из этого описания ясно, что технология порошковой металлургии имеет много общего с керамической промышленностью — получением кирпича, гончарных и фарфоровых изделий. Там тоже применяются измельчение и смешение исходных материалов, их формовка и прессование и, наконец, обжиг (спекание) при температуре ниже плавления одного из компонентов. Поэтому порошковую металлургию часто называют металлокерамикой.
Металлокерамику американцы называют металлургией будущего. Это неправильно. Уже сегодня без порошковой металлургии обойтись нельзя. Вот примеры.
Когда немецкие танки надвигались на Москву, нужно было найти средства разбить и истребить эту бронированную армаду. Кроме доблести и мужества солдат, требовалась еще и техника. Отечественная порошковая металлургия дала твердосплавные сердечники для бронебойных пуль и снарядов, пробивавших любую броню немецких танков,
В настоящее время скорость военных самолетов превосходит 600 км в час. Посадочная скорость таких самолетов тоже велика, что делает необходимым увеличение размеров аэродромов. А это почти невозможно в военных условиях Единственный выход — это усиление тормозов самолетов. Но температура, развивающаяся в тормозных дисках, во время торможения сильно повышается: она доходит до 540°. Материалов, работающих в таких тяжелых условиях, раньше не было. Их приготовили только из смеси порошков меди, олова, свинца, графита и кремния.
Радиоустановки на танках и самолетах и других боевых машинах, очень малого размера и веса, получены благодаря сердечникам из железных порошков для индукционных катушек, изготовляемых порошковой металлургией.
 |
| Металлокерамические изделия. |
На каждом заводе и фабрике широко пользуются резцами из металлокерамических твердых сплавов — победита, победита-альфа, РЭ и других. Каждый дом освещается электрическими лампочками с вольфрамовой нитью накала, изготовленной металлокерамическим путем.
Без порошковой металлургии современная техника невозможна. Наша советская порошковая металлургия стоит на высоком уровне. Традиции старых русских ученых в науке и технике советские ученые свято хранят и развивают.





Комментариев нет:
Отправить комментарий